Food and beverage manufacturers rarely have the luxury of pausing production while a facility experiences an upgrade. New product lines, obsolete equipment, automation upgrades, sustainability goals and compliance demands can make a retrofit more practical than a new, greenfield facility. But a brownfield project places construction activity inside an operating plant, where small disruptions can affect product quality, throughput, worker safety and regulatory compliance.
Executing a retrofit within an active plant can be likened to performing surgery on a moving target. Maintaining operations during a retrofit starts with a clear premise: production continuity is a project requirement. Equipment layouts, shutdown windows, contamination controls, temporary cooling, tie-in procedures and operator training need to be planned together. The work is technical, but the risk is operational. A refrigeration tie-in, a temporary wall or a controls cutover can affect production as directly as a new process line.
To minimize confusion, a comprehensive retrofit plan is critical for manufacturing facility teams seeking to improve efficiency, extend equipment life and respond to evolving safety and environmental requirements. If done well, a thoughtful plan can create a clear path for upgrading aging systems with minimal disruption and controlled costs, while avoiding the need for a full facility overhaul.
A thorough retrofit plan helps manufacturing facility teams phase improvements thoughtfully, integrate legacy systems with newer technologies, and stay aligned with both current performance needs and future demands. Key elements of an effective retrofit plan are included in Figure 1.
| Key Element | Description |
|---|---|
| Verify existing conditions | Confirm current equipment, systems, and facility constraints to ensure accurate planning |
| Construction scheduling | Align the construction schedule with production windows to minimize disruptions |
| Food safety controls | Design construction activities to maintain compliance with food safety requirements |
| Temperature management | Maintain proper temperatures during refrigeration and other temperature-sensitive work |
| Tie-ins and process safety | Carefully plan system tie-ins and ensure all process safety considerations are addressed |
| Controls, commissioning, and training | Keep these efforts coordinated to support smooth system startup and operation |
| Facility and product alignment | Tailor the plan to the specific product type and facility characteristics |
| Project controls | Apply strong controls to manage risk, avoid surprises, and keep the project on track |
Figure 1: Retrofit planning is informed by several key components that help align work with operating constraints and support successful project execution.
Verify Existing Plant Conditions
It is important to remember the success of a retrofit begins with accurately verifying existing facility conditions because a plan is only as reliable as the information it’s built on.
In many active manufacturing plants, piping and instrumentation diagrams (P&ID), on which successful retrofit projects rely, do not capture every modification made through years of repairs, line changes and emergency work. A strong assessment compares drawings with field conditions, records equipment lists, reviews compressor run logs and utility bills and documents recurring temperature or humidity problems.
The assessment should also look at electrical and structural capacity, roof loading, slab conditions, equipment access and site circulation, which are all factors that can influence whether a proposed retrofit is practical. New equipment may create load, clearance or utility demands that were not visible in the original scope. Finding constraints early allows project teams to align cost, schedule and operational planning before design decisions become difficult to reverse.
3D laser scanning is critical to the assessment process. Scanning helps reduce uncertainty in congested machinery rooms, processing spaces, interstitial areas and roof zones, especially when teams are routing piping or ductwork and placing equipment. Scanning does not automatically shorten the design schedule, but its value lies in creating dimensionally reliable models that allow teams to coordinate tight spaces before work begins in the field. Modeling supports clash detection between systems, while also enabling off-site prefabrication of complex valve stations, pipe runs and equipment skids. By improving coordination early, 3D scanning can help reduce on-site welding, minimize disruption, improve safety and limit unnecessary invasive work inside an operating plant. (See Figures 2 and 3).
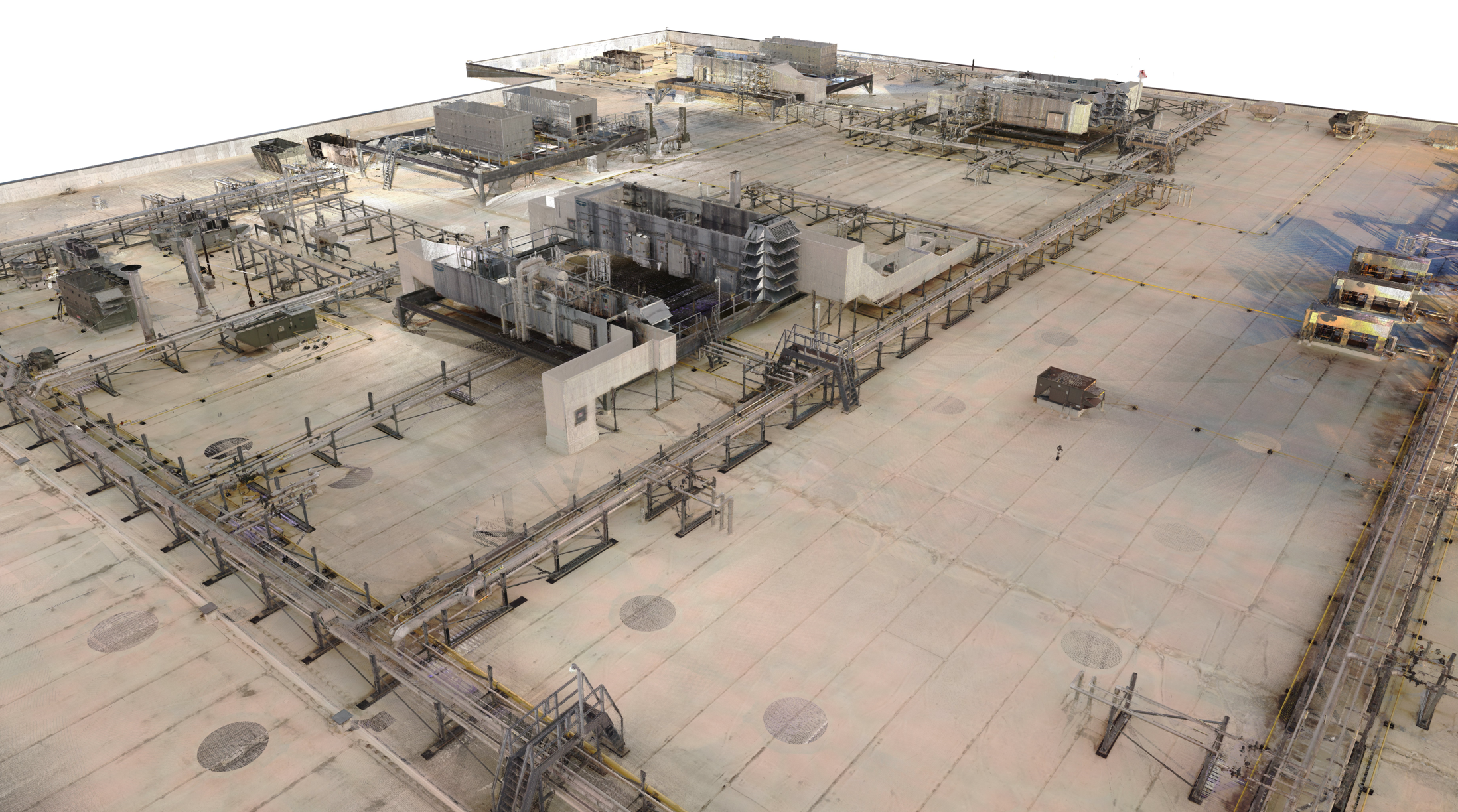
Figure 2: 3D scanning captures existing conditions in precise digital detail.
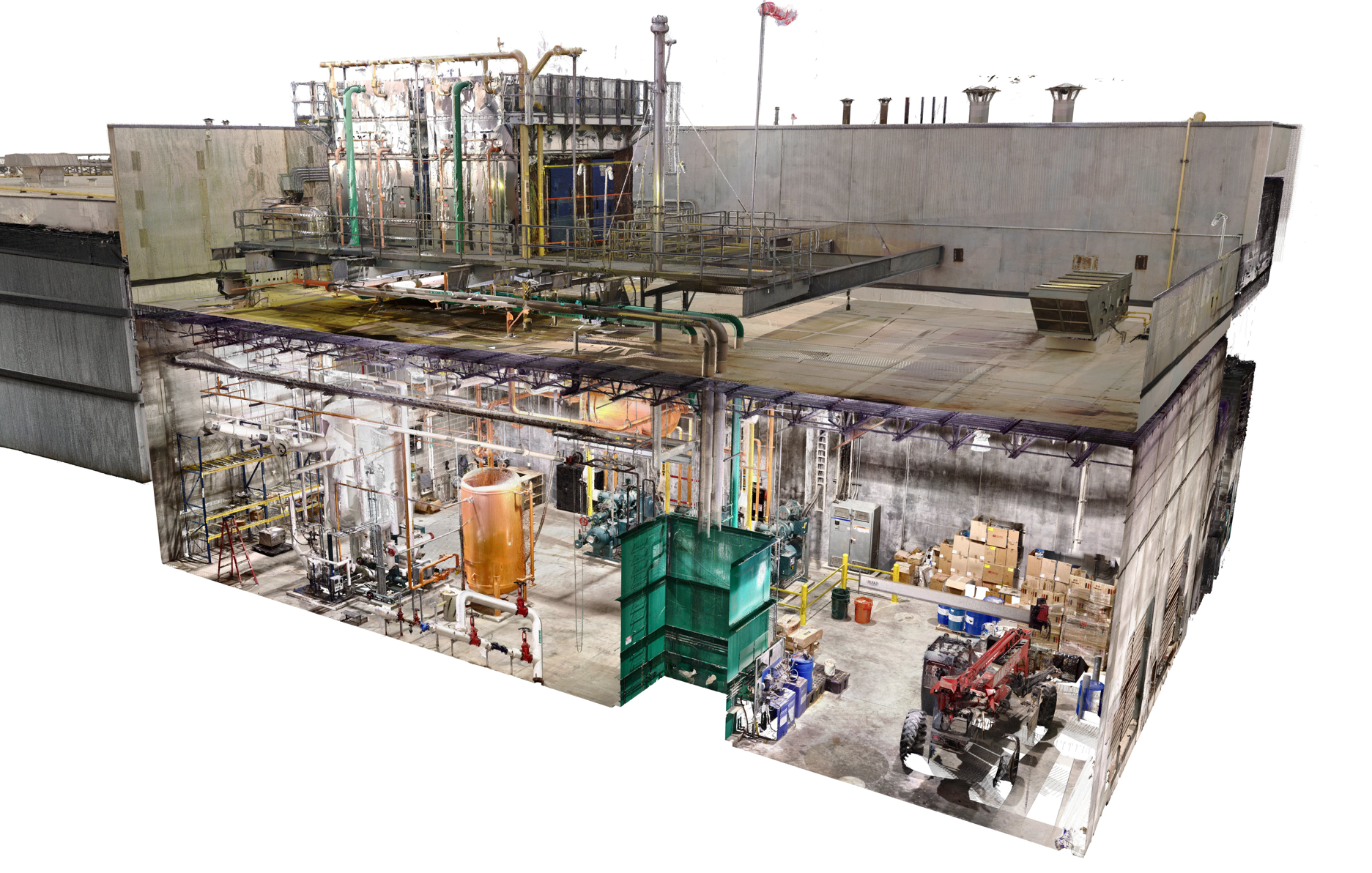
Figure 3: 3D scans provide spatial data that supports every phase of a project.
Schedule Retrofits Around Production Breaks
The production calendar should drive the retrofit schedule. Some food and beverage facilities operate across two or three shifts with only brief sanitation windows. Others have seasonal shutdowns that allow for more intrusive work. Either way, the project team should map construction tasks to real outage opportunities and separate work that can be staged, prefabricated or completed in isolated areas from work that requires utility shutdowns or lockout/tagout procedures.
Final refrigeration tie-ins, utility interruptions and control cutovers often need tighter coordination than ordinary construction activities. The outage schedule should identify mobilization, shutdown tasks, commissioning activities, labor requirements and critical path work. Missing a single outage window can push work into the next production break, which can add weeks or months to a retrofit project schedule.
Early alignment reduces this risk. Facility leaders, plant operations, sanitation, food and beverage safety, maintenance, engineering and construction teams should agree on scope, decision authority and responsibilities before work begins. A schedule that appears practical in a project meeting can fail in the field if operations cannot release the area, sanitation cannot complete cleaning or temporary refrigeration is not ready when the outage starts.
Design Controls Around Product Safety
Construction can introduce into an environment dust, debris, airborne contaminants, additional personnel, vehicle movement, higher room temperatures and condensation. In a food or beverage facility, a retrofit plan should account for good manufacturing practices, advanced sanitation routines and a facility’s regulatory obligations before equipment or temporary barriers arrive on-site.
Physical separation is often the first control. Temporary walls, sealed tunnels, controlled worker entrances, material routes and sanitation protocols should be designed before construction begins. Airflow also matters. Construction zones may need negative pressure compared with adjacent production spaces, which can require temporary heating, ventilation and air conditioning equipment. Without that control, air can move contaminants toward active process areas rather than away from them.
For USDA-inspected establishments, federal sanitation regulations require facilities to be operated and maintained in a manner that prevents insanitary conditions and product adulteration. For FDA-regulated operations, 21 Code of Federal Regulations Part 117 outlines food operation best practices. Retrofit planning should connect construction-zone controls and mandatory regulations with a facility’s existing food and beverage safety program, rather than treating them as separate efforts.
Maintain Product Temperatures During Refrigeration Work
Refrigeration work can create one of the most immediate operational risks in a food or beverage facility retrofit. When a portion of a refrigeration system goes offline, the project plan should identify how the facility will maintain product temperature before the outage begins. Options may include drawing on excess capacity from adjacent units, deploying temporary rental refrigeration, scheduling work during lower product-load periods, pre-cooling product and monitoring air and product temperatures during construction.
Temporary cooling rarely involves one single rental item. It can be a temporary utility system made up of trailer-mounted air-cooled chillers, rental air handling units, pump skids, propylene glycol-water loops, generators, temporary panels, hoses, ductwork, power cables and fuel service. Each component brings with it access, safety, lead-time and coordination requirements. Large chillers and generators may need to be reserved months ahead, especially for planned work during high-demand seasons.
Refrigeration logistics is just as important as capacity. Hoses and cables must avoid normal traffic routes or be protected to reduce trip hazards. Generators need fuel service. Chillers, cranes and temporary air handling units need laydown space near areas that may already be constrained by docks, parking or product movement. These details often determine whether a shutdown window can be used as planned.
Plan Tie-Ins and Process Safety Requirements Early
Refrigeration tie-ins connect new equipment and piping to a legacy system that may still support active production. The planning process should start with field verification. Teams should confirm line sizes, insulation types and thickness, P&ID accuracy and physical tie-in locations. The proposed tie-in point should be tagged in the field, and mechanical integrity should be checked by removing insulation and jacketing as needed to confirm pipe conditions and wall thickness.
Before cutting, welding or other hot work begins, the affected section of a refrigeration system should be isolated, pumped down and evaluated for residual refrigerant vapor. After the physical tie-in, nondestructive testing and leak checks are commonly used to verify weld integrity and system readiness before refrigerant is reintroduced. Code interpretations, test pressures and pressurization methods should be clarified early with facility and project stakeholders.
For ammonia systems covered by the Occupational Safety & Health Administration’s process safety management standard, changes other than replacement in kind are subject to Management of Change provisions. As outlined in 29 Code of Federal Regulations 1910.119, the standard is designed to prevent the catastrophic release of toxic, reactive, flammable and explosive chemicals. An ideal retrofit plan should carry process safety management requirements through design, construction and pre-startup safety review. P&IDs, process safety information, inspections, testing and preventive maintenance plans, standard operating procedures, and training records should reflect final as-built conditions.
Keep Controls, Commissioning and Training Connected
Upgrading controls can improve system visibility, operating consistency and energy performance. But new controls are also difficult to execute in an active facility. A full refrigeration system shutdown may not be practical, so control migrations often occur in phases: one compressor, condenser or evaporator group at a time. Each input and output point needs to be traced and verified from the field device to the new controller.
Programmers should work closely with operators so new sequences reflect how a plant runs while adding more robust safety interlocks and more efficient operating strategies where appropriate. The cutover plan should include parallel testing, operator review and commissioning activities that align with production schedules. A controls retrofit that performs well in a software environment can still create operational risk when operators are not prepared for new alarms, overrides, shutdown sequences or startup procedures.
The same principle applies to handover. A retrofit is complete when the facility team can operate and maintain the new system with confidence. Plant maintenance and operations teams already carry the daily demands of production, so they need structured training rather than informal exposure during construction. Classroom review, field walk-downs, supervised startups and shutdowns, simulated emergency procedures, and a formal documentation handover can help the facility team take ownership of a new retrofitted system immediately after turnover.
Match the Plan to the Product and Facility Type
Product type influences retrofit risk. In protein facilities, the separation of raw and ready-to-eat zones is central to food and beverage safety. Equipment selection and construction details should support sanitation, washdown and cleanability. New penetrations, floor work, evaporator selections and temporary routes should be evaluated with the same attention given to processing equipment because each can impact cross-contamination controls.
Case in point, in dairy and frozen-prepared food facilities, allergen control and hygienic design are often major concerns. Construction dust can carry allergen risk, so new equipment should be accessible for cleaning and inspection. A spiral freezer, for example, should be evaluated not only for cooling capacity but also for access, cleanability and sanitation workflow.
Cold storage facilities bring a different challenge: scale. Emptying a large freezer or warehouse may be impractical, so work often must be phased by zone while inventory remains protected. Energy performance may also drive control upgrades, including automatic defrost cycles, floating head pressure controls and variable-speed drives. The challenge is to take product and facility type into consideration so that all assets work seamlessly in tandem when the modernized plant comes online.
Use Project Controls to Limit Surprises
Two recurring retrofit risks are outdated documentation and uncontrolled scope changes. Undocumented utilities, structural conflicts and legacy piping routes can force field modifications during limited outage windows. Strong preconstruction verification, 3D scanning and early contractor involvement can reduce the chance that the team uncovers unsatisfactory conditions late during the installation phase.
Scope control matters equally as much. In an active facility, informal requests can appear minor when viewed one at a time. Together, they can affect labor, cost, sequencing and completion dates. A defined project charter, a formal change process and a single client-side point of contact can help teams evaluate each change before work proceeds.
Right Plan, Right Execution
Food and beverage manufacturing retrofits succeed when planning, engineering, construction and plant operations function as a unified effort. Sustaining production depends on field-verified data, outage planning, construction separation, temporary cooling, safe tie-ins, process safety management, controls and training. Addressing these factors early allows facilities to modernize in a seamless, low-risk way that minimizes disruption.
